最新资讯






三菱伺服电机与三菱PLC在雕刻机上的应用

深孔组合钻床的自控系统选型
交流伺服系统选型
选用三菱HC-SFS502型电机,它的额定转矩为23.9Nm,最大转矩为71.6Nm,功率为5kW,属中惯量、中功率类型电机。配套伺服放大器为MR-J2S-500A。该系统的技术参数如下:
额定转速:2000r/min;
最大转速:3000r/min;
允许瞬间速度:3450r/min;
l高精度绝对值光电编码器:17位编码器的分辨率为每转217=131072个脉冲。
l非常齐全的保护功能:具有过电流、过电压、过载、电机过热、编码器故障、再生故障、欠电压或瞬间电源故障、超速、误差过大等各种保护。
PLC及定位单元的选型
三菱FX2N-PLC是FX系列中最先进的超级微型PLC,具有高速、高性能的特性:一条基本指令运算时间为0.08μs;一条应用指令运算时间约为1.52 ~ 100μs。FX2N-80MR的输入点和输出点均为40点。
FX2N-20GM系列定位单元。它具有如下特性:
能提供2路脉冲输出并能实现直线插补和圆弧插补;
不仅能处理单速定位和中断定位,而且能进行多速运行等复杂的控制;
最大可输出2路200kHz的高速脉冲。
可以不连接PLC而独立运行,功能非常强大,特别适用于数控金属切削机床。
采用彩色可视化的定位参数设置软件,可以非常方便地设置参数和监控定位运行。
20GM定位单元的脉冲当量(即每个脉冲对应的进给量)由设置软件设定,最高设定可达到位移1μm / 脉冲或旋转0.001°/ 脉冲,比PLC主机脉冲高出一个数量级。
能够接受“手动脉冲发生器”的信号,可以在动态时对定位系统进行非常精细的调整。
变频器的选型
选用小型高性能的FR-E540-3.7K-CH型号,特性如下:
采用磁通矢量控制,能实现1Hz运行150%转矩输出;
具有PID调节、15段速度等多功能选择。深孔组合钻床就是采用PLC控制变频器的多段速度,进而控制枪钻电机的旋转速度。
伺服系统参数设置、定位单元设置和PLC编程
伺服系统参数设置
“电子齿轮”的计算
“电子齿轮”即“指令脉冲倍率”是伺服系统的一个重要参数。它的表达式是:指令脉冲倍率分子/ 指令脉冲倍率分母= CMX / CDV。它的设定范围因机型而异,MR-J2S系列为:1/50<CMX / CDV<500,具体计算方法如下:
已知机械规格:
滚珠丝杆进给量:Pb=8mm;
减速机减速比:未使用减速机,n=1;
伺服电机编码器分辨率:Pt=131072(脉冲 / 转);
脉冲当量:△L=10μm=10×10-3 mm(考虑机械加工精度,未采用△L=1μm精度);
计算:
因此设定CMX=4096 CDV=25
表1 MR-J2S-100A 伺服放大器主要参数实际设定表

定位单元20GM的设置及PLC编程
三菱FX2N-20GM(简称20GM)是一种小型智能化定位单元,它完备的功能完全可以与大中型PLC定位模块媲美。20GM采用FX-VPS-E软件,它的流程图窗口由可视化的各种彩色符号块组成,用“有向连线”连接,具有形象、直观、简洁、易用的特点。双击对应的指令符号块即出现“参数设置”的形象化对话框,可以很方便地进行操作。(参见图3)
FX-VPS-E软件共有三个窗口:监视窗口、参数设置窗口和流程图窗口。
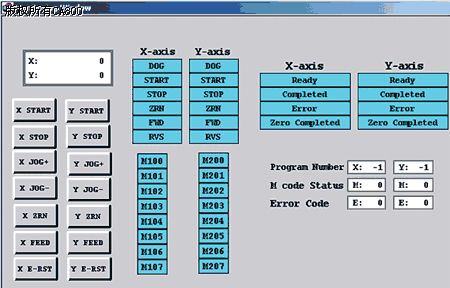
监视窗口
该窗口设置有X轴 / Y轴的DOG(近点开关)、START(启动)、STOP(停止)、ZRN(原点回归)、FWD(正转)、RVS(反转)以及Ready(就绪)、Completed(完成)、Error(故障)、Zero Completed(回零完成)等参数。操作者可以在软件视窗上用鼠标点击相应的参数框,即可驱动定位单元,进而驱动伺服系统并且可以进行实时监测。(参见图2)
现在数控金属切削机床以及各行各业的专用机械,越来越多地采用本文介绍的通用自控系统和交流伺服系统配合的方案。在机械控制的各种类型中,如X-Y工作台控制、回转工作台控制、进给控制、同步给进控制、辊道送进控制、复杂轨道运动控制等等,其具体控制形式表现为:直线插补、圆弧插补、等速轨道控制、高速高精度轨道运算、速度切换控制、速度-位置控制、定尺送进等等,所有这些控制要求都可以采用不同档次的触摸屏、PLC、定位控制单元甚至运动控制器与交流伺服电机构成数控系统,以求得技术上先进、经济上合理的最佳解决方案。




 菱伺服代理销售等
菱伺服代理销售等